
Polymaker PolySonic PLA: Snel printen in hoge kwaliteit
De afgelopen jaren hebben we vrij drastische veranderingen gezien in de snelheid van 3D-printen. Maar er is niet veel gedaan om filament aan te passen aan de specificaties van high-speed printers. We hebben nu printers die met gemak printbewegingen van meer dan 500 mm/s kunnen uitvoeren, en toch gebruiken we hiervoor nog steeds de gewone PLA. De gewone PLA werkt echter niet altijd goed bij hoge stroomsnelheden.
Onze eigen ecoPLA kan probleemloos op 500 mm/s printen. Maar 500 mm/s betekent niet altijd 500 mm/s. Veel printers kunnen met 500 mm/s printen zolang het model niet te complex is. Voor complexe modellen met veel printbewegingen of steile vormen beperkt het acceleratievermogen van de printer de maximaal haalbare snelheid om een fatsoenlijke kwaliteit te garanderen.
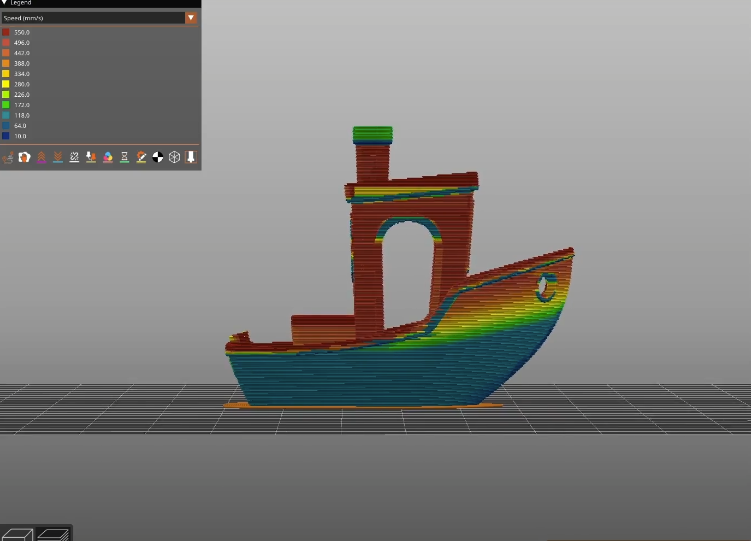
Kijk eens naar deze foto. Hier hebben we de klassieke Benchy met een maximale snelheid van 550 mm/s. Alles in het rood is op maximale snelheid, maar er zijn ook andere snelheidswaarden. Hier hebben we de snelheid om kwaliteitsredenen beperkt. Je zult de blauwe kleur opmerken, dat is een steile overhang op de boeg. Overhangen zijn kwaliteitskillers, de lagen zijn hier niet direct boven de vorige laag geplaatst, maar onder een hoek. Dit betekent dat ze niet helemaal stabiel zijn en dat de koeling van de componenten ze zo snel mogelijk moet laten stollen, anders verschuiven ze een beetje als de volgende laag komt, wat resulteert in een slechte kwaliteit. Hier hebben we de snelheid verlaagd zodat de componentkoeling dit adequaat kan doen.
Als je printer de snelheid beperkt omdat hij een hoge versnelling niet aankan, kan er iets soortgelijks gebeuren en zullen krappe hoeken als eerste een lagere snelheid krijgen. Kijk wat hoge snelheid kan doen met je geliefde Benchy:

Beide scenario's veroorzaken een ander probleem. Hoe langer het filament in de hotend blijft (dat wil zeggen, wanneer de snelheden lager zijn), hoe meer warmte deze kan opnemen van het verwarmingsblok. Hoewel dit goed is voor de doorstroming, leidt het tot een interessant effect. Warmer filament ziet er glanzender uit, koeler filament doffer. En wanneer deze effecten worden gecombineerd, kan dit leiden tot een gestreept effect dat "shark skin" wordt genoemd op de voltooide print, wat er niet erg goed uitziet. In de volgende afbeelding kun je zien wat er bedoeld wordt, de ene helft is geprint met 100 mm/s en de andere met 500 mm/s en het contrast is goed te zien.

PLA is over het algemeen geen gemakkelijk filament om af te koelen. Niet veel filamenten hebben dit probleem. Sinds 3D-printers in een ver verleden PLA zijn gaan gebruiken, hebben we altijd 100% koeling nodig gehad, in tegenstelling tot PETG, ABS, ASA en andere filamenten die hooguit 50% koeling nodig hebben of in sommige gevallen helemaal geen koeling.
De voor de hand liggende oplossing is een beter koelsysteem. Maar omdat hogesnelheidsprinters niet houden van extra gewicht op hun bewegende onderdelen (in het geval van extra of robuustere ventilatoren), is dit niet altijd voordelig. Sommige printers hebben nu ventilatoren op het frame in plaats van op de printkop om gewicht te besparen. De Neptune 4-serie heeft ventilatoren op de gantry, die alleen wordt bewogen door de Z-as motoren voor shiftwisselingen en Z-hops, andere printers zoals Voron printers kunnen CPAP ventilatoren toevoegen, wat krachtige ventilatoren op afstand zijn die lucht door een slang naar de printkop leiden. Maar dit zijn nog steeds zeldzaamheden, de meeste printers hebben nog steeds ventilatoren op de printkop. Zelfs met extra ventilatie is er uiteindelijk een grens aan hoe effectief ze kunnen zijn.
En zelfs als het koelprobleem is opgelost, kunnen we nog steeds het probleem hebben van variabele voedingssnelheden die het gestreepte effect op een geprint onderdeel veroorzaken.
Wat kunnen we nog meer doen? Wat dacht je van gemodificeerd filament dat gemakkelijker en efficiënter kan worden gekoeld en waarbij de kleurverandering niet merkbaar is bij verschillende doorvoersnelheden? Het lijkt erop dat we nu zoiets hebben.
Polymaker PolySonic PLA
Het nieuwe PolySonic PLA van Polymaker is ontworpen voor hoge vloei. Het kan tot 29 mm³/s printen. Dat betekent dat als je print met een nozzle van 0,4 mm, je snelheden tot 500 mm/s kunt bereiken bij het printen met een laaghoogte van 0,14 mm of minder. Als je op hoge snelheid wilt printen met hoge kwaliteit, dan is dit het filament voor jou!
We hebben het getest op onze Anycubic Kobra 2 Pro, een printer die tot 500 mm/s kan printen bij een versnelling van 20K, zeer indrukwekkend, zeker gezien de prijs.
We wilden met dit filament tot het uiterste gaan en konden in 13 minuten een Benchy van behoorlijke kwaliteit printen. Het moet gezegd worden dat we dit echt tot het uiterste hebben gedreven, onze stroomsnelheid was 30 mm³/s, dus we zaten net over de limiet - zie hier.
We hebben ook een abrupte snelheidsverandering van het filament getest om te laten zien hoe goed het shark skin aankon, en dit is het resultaat.

Zoals eerder, is de ene helft 100 mm/s en de andere helft 500 mm/s. Absoluut geen verandering in kleur, shark skin is volledig geëlimineerd.
We besloten ook een meer realistische test uit te voeren op de Kobra 2 Pro met dit filament, dus we hebben de Benchy opnieuw gesneden om alle zichtbare artefacten van de vorige snelheidstest te elimineren. De print was klaar in 16 minuten, geen haaienhuid, goede overhangen, goede bruggen, mooie rechte schoorsteen, helemaal niet slecht. Als je de volledige print wilt zien, kun je deze hier bekijken.
In het geval dat je dezelfde resultaten wilt krijgen op je Kobra 2 Pro, hebben we de volledige instellingen voor je verzameld in de tabel hieronder.
Prusa Slicer instellingen voor de high-speed Benchy op de Kobra 2 Pro met Polymaker PolySonic PLA:
| Layer height | 0.25 mm |
| First layer height | 0.28 mm |
| Perimeters | 2 |
| Horizontal Shells | 2 |
| Infill | 5 % Gyroid |
| Speed | 400 mm/s |
| Dynamic Overhang Speed | Bridges 100 % 25 % Overlap: 2 % 50 % Overlap: 20 % 75 % Overlap: 40 % |
| Travel | 500 mm/s |
| First layer speed | 400 mm/s |
| Max print speed | 500 mm/s |
| Nozzle temperature | 205 °C |
| Bed temperature | 60 °C |
| Cooling | 100 % |
| Slow down if layer print time is below | 0 |
| Min. Print Speed | 350 mm/s |
| Custom G-Code | Layer 107: M220 S40 Layer 139: M220 S60 Layer 163: M220 S20 |
Bijpassende artikelen
-
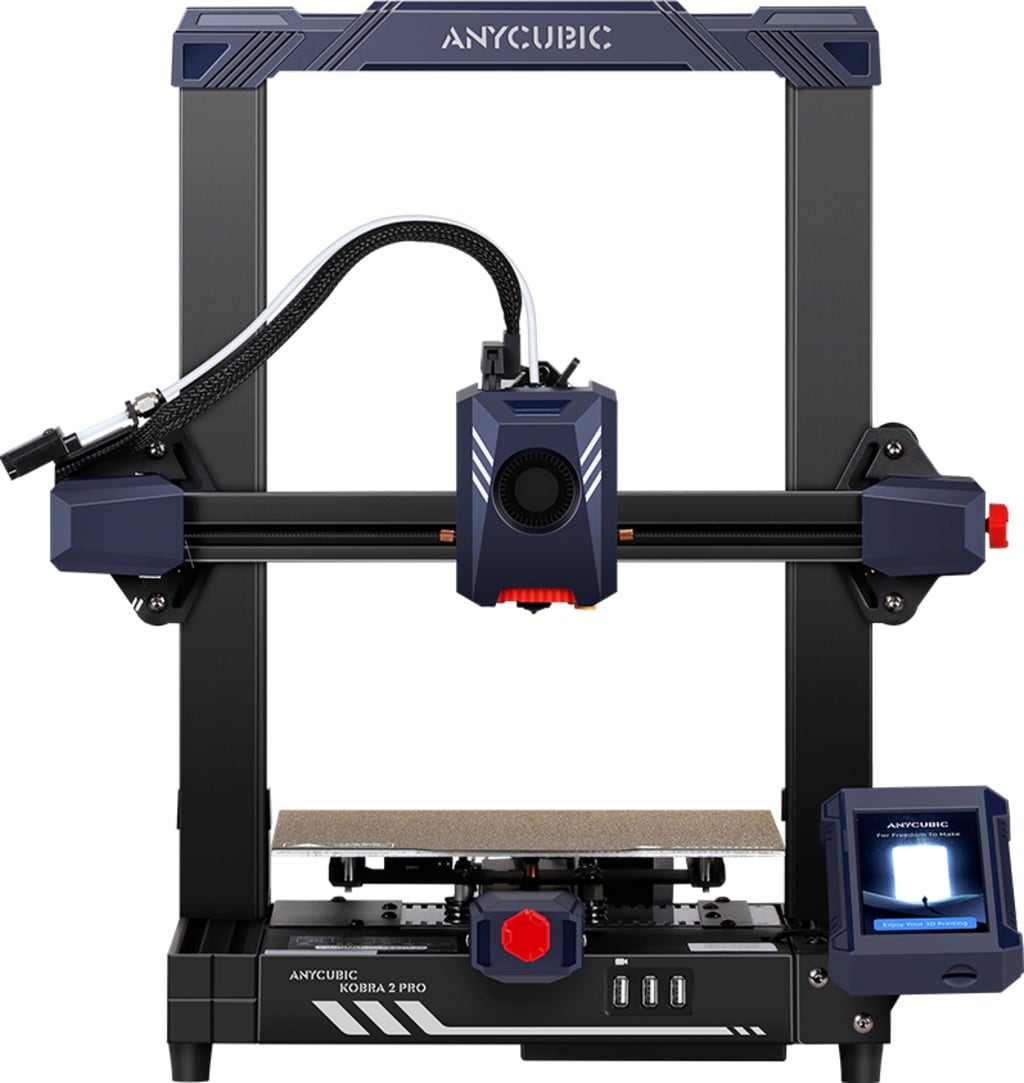
Anycubic Kobra 2 Pro
- 1,2 GHz Cortex-A7 dual-core processor
- Dual gear direct drive extruder
- Dubbele Y- & Z-as
-

Polymaker PolySonic PLA White, 1,75 mm / 1000 g
- High-speed filament
- Snelle extrusiesnelheid
- Uitstekende laaghechting
-

Polymaker PolySonic PLA Black, 1,75 mm / 1000 g
- High-speed filament
- Snelle extrusiesnelheid
- Uitstekende laaghechting
-

Polymaker PolySonic PLA Grey, 1,75 mm / 1000 g
- High-speed filament
- Snelle extrusiesnelheid
- Uitstekende laaghechting
Uit ons magazine:
-
Nederland: Gratis standaardverzending vanaf € 54,90
-
Gratis
retourneren Meer dan 10.600 producten
We leveren wereldwijd aan
meer dan 40 landen
